Come si fa un tappo
Lo sanno benissimo a Imola dove c'è un'azienda che fabbrica macchine per produrli, una delle più importanti al mondo
di Francesco Gaeta

Nel 2002 la Coca-Cola mise sul mercato indiano una bottiglia da 200 millilitri a un prezzo equivalente a 10 centesimi di dollaro, per aumentare le vendite tra chi non aveva i soldi per una bottiglia di formato più grande. L’obiettivo fu raggiunto, ma la cosa notevole è che gli effetti si videro anche a migliaia di chilometri di distanza, in Emilia-Romagna, a Imola per l’esattezza. Nei mesi successivi al lancio della nuova bottiglia, l’azienda che produceva i macchinari per fare i tappi di quelle bottiglie ebbe un forte aumento di ordini dai propri clienti.
L’azienda si chiama SACMI, Società Anonima Cooperativa Meccanici Imola, ed è ancora oggi una specie di termometro dei consumi mondiali di bevande. Secondo GlobalData, società che raccoglie e certifica i dati di vendita di beni di largo consumo, nel 2024 sono stati circa 650 miliardi i tappi in plastica per bottiglie venduti nel mondo (si chiamano flat top) e per il 55 per cento sono stati realizzati con attrezzature SACMI.
SACMI ha un fatturato che nel 2024 è stato di 1,7 miliardi, ha sedi in 25 paesi e una storia più che centenaria, essendo stata fondata nel 1919 da nove meccanici e fabbri imolesi. In realtà produce cose che di solito non vanno insieme. Tra le altre: macchine per piastrelle di ceramica, macchine per sanitari da bagno, macchine per impacchettare prodotti da forno e cioccolata, macchine per contenitori in cellulosa. Ultimamente ha aggiunto anche le macchine per sminuzzare e cuocere il litio, quello che serve alle batterie delle auto elettriche. Ci lavorano circa 5mila persone, ed è un po’ quello che nei decenni passati è stata la Fiat per Torino: a Imola dicono che la parola macchina è l’unica che riassuma davvero la storia della fabbrica.
Per le macchine di cui si parla qui, quelle per fare tappi, c’è un legame evidente con il territorio in cui è collocata. Imola sorge nella cosiddetta “packaging valley”, il distretto tra Bologna e Rimini dove si costruisce tutto quel che serve a riempire, avvolgere, chiudere e inscatolare ogni tipo di cibo o bevanda. Secondo l’UCIMA, che è l’associazione che riunisce i costruttori di macchine per il confezionamento, in Emilia-Romagna operano oltre 200 aziende di questo settore, più di un terzo del totale italiano, con un volume di affari di 6 miliardi di euro l’anno. L’80 per cento di ciò che producono arriva sui mercati internazionali.

Una foto dell’azienda dall’alto, nel 2021 (SACMI)
A Imola si è iniziato a fare macchine per fabbricare tappi all’inizio degli anni Settanta. Allora la plastica non era un prodotto di massa e i tappi erano unicamente quelli a corona, cioè in latta con un foglio di sughero incollato dentro per assicurare tenuta alla birra e alle altre bibite gassate. Le attrezzature migliori per produrli erano statunitensi, ma erano lente. Alla SACMI trovarono il modo per alzarne il ritmo di produzione, che oggi per quella tipologia arriva a 85mila tappi all’ora. I prototipi del tempo sono esposti nel museo aziendale, e a Imola sostengono che quasi tutte le macchine per tappi a corona installate nel mondo arriva da qui.
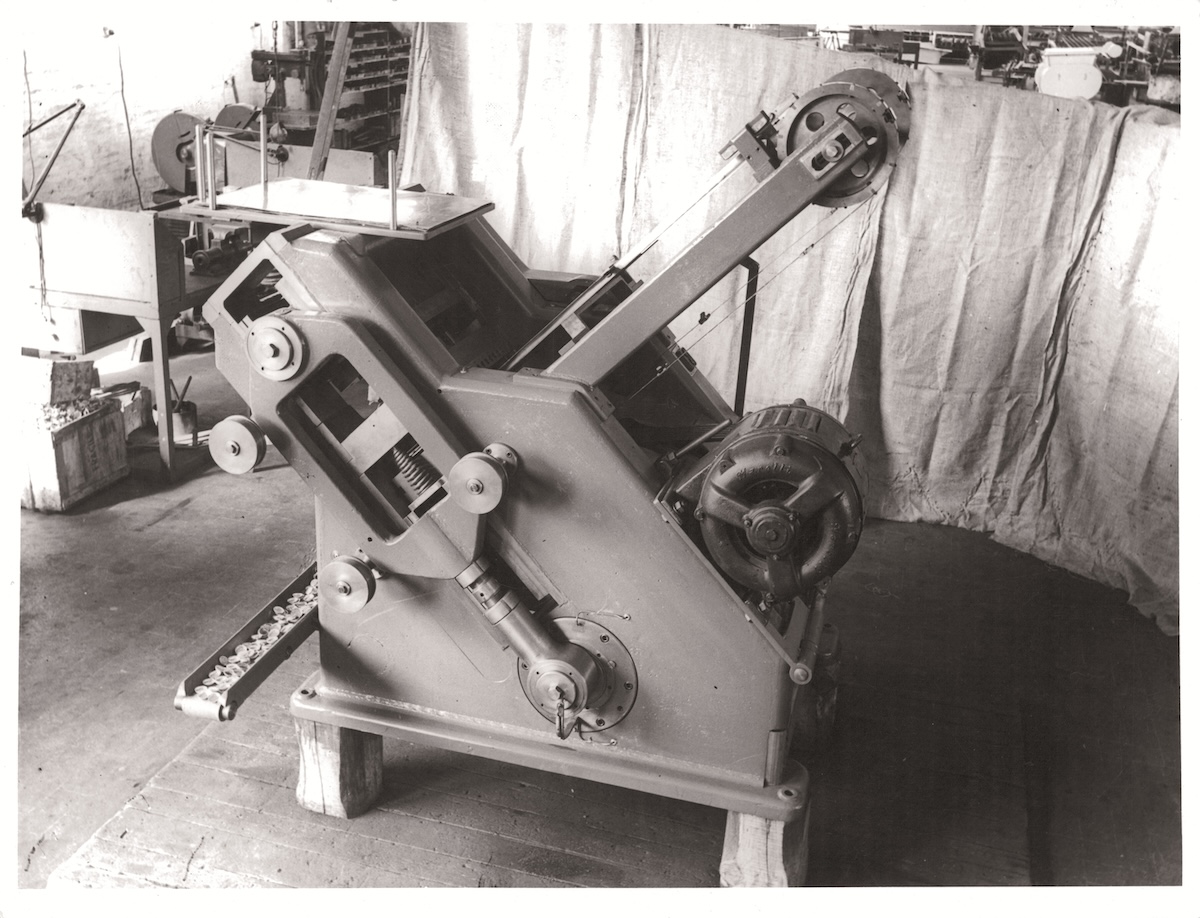
Una delle prime macchine per tappi a corona degli anni Settanta (SACMI)
Negli anni Novanta, mentre il consumo globale di bibite gassate aumentava, il settore dell’imbottigliamento scoprì i tappi di plastica. Le presse per stamparli usavano una tecnologia a iniezione, in cui i granuli di plastica fusi vengono iniettati dentro stampi che si aprono e si chiudono per tirare fuori la capsula finita. Per questo servono alte temperature e pressioni elevate, quindi molta energia elettrica. Inoltre, con una sola colata di plastica bisogna riempire un pezzo unico con tante cavità quanti sono gli stampi, e in caso di difetti, cioè bave e riempimenti incompleti, occorre sostituire l’intero blocco di stampi, fermando la macchina a lungo.
A Imola idearono un modo di produzione diverso: ottenere lo stesso tappo non iniettando, ma comprimendo una piccola dose di plastica fusa in stampi singoli e indipendenti, inseriti in una specie di ruota che lavora in continuo a temperature più basse. Si chiama pressa CCM (Continuous Compression Molding) ed è coperta da brevetto: consuma meno energia e in caso di imperfezioni consente di cambiare il singolo stampo in molto meno tempo. Soprattutto, va veloce: produce 168mila tappi all’ora.

Una pressa a compressione CCM (Francesco Gaeta/il Post)
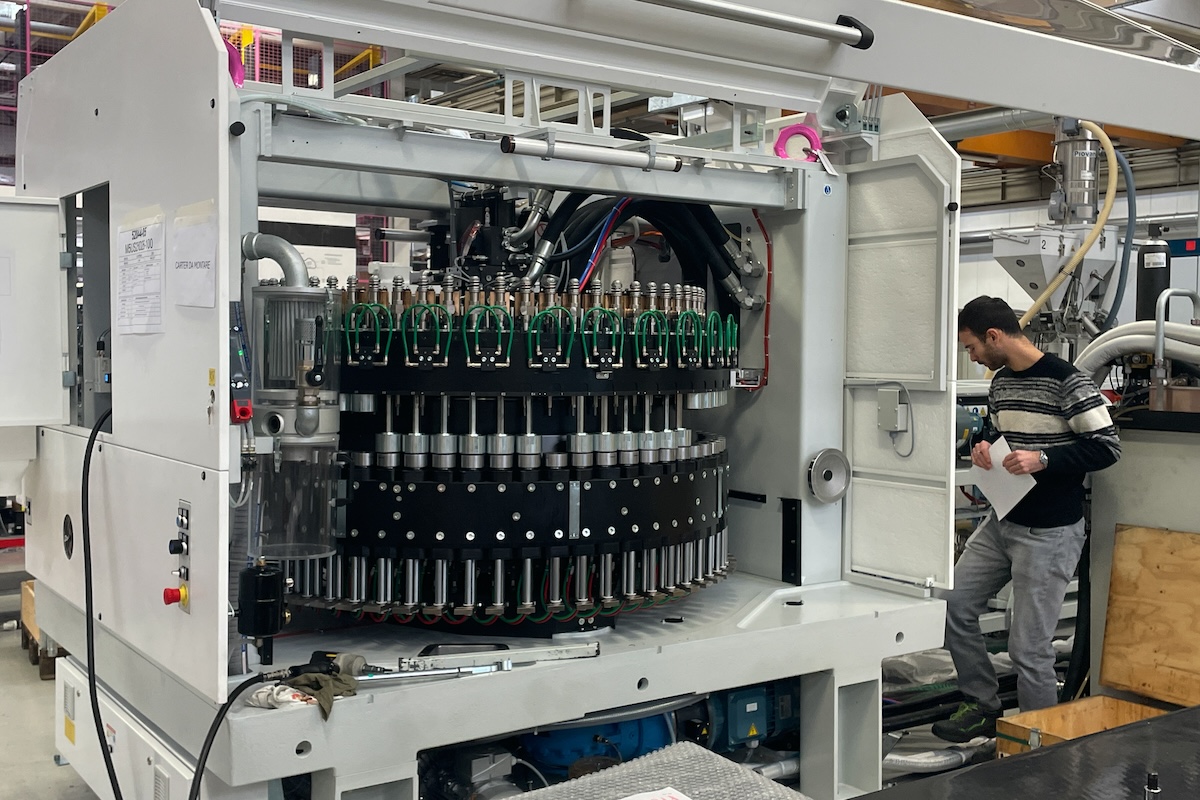
Il blocco centrale di una pressa a compressione: gli stampi possono essere anche 80 (Francesco Gaeta/il Post)
Una pressa a compressione di questo tipo è un rettangolo con ingranaggi a vista, coperti da un vetro, che può avere dimensioni diverse e costi che variano da 1 a quasi 2 milioni di euro a seconda del numero di stampi, che possono andare da 24 a 80. A vederli, gli ingranaggi sono cilindri di pochi centimetri di diametro – la misura standard di un tappo in plastica di una bottiglia è di 28 millimetri – collocati in una ruota che campeggia al centro della macchina. Lo stampaggio è molto veloce ma soprattutto deve avvenire con precisione micrometrica, cioè con variazioni massime nell’ordine di millesimi di millimetro. Un sistema di visori interni agli stampi segnala su uno schermo le imperfezioni e le difformità nel diametro o nella curvatura superiore.
La plastica arriva da un grosso cilindro inclinato che chiamano «vite». È una serpentina calda che esce da un ugello e viene tagliata alla dimensione di un seme di mela. Questi frammenti vengono soffiati dentro ogni singolo stampo, modellati da un punzone ed espulsi da un estrusore. Il tutto avviene a una velocità che non consente di vedere altro se non il risultato: una specie di fontana di tappi a getto continuo.
La pressa non è l’unica macchina necessaria a fare un tappo. A seconda del tipo di imbottigliamento ne servono altre due. Una si chiama masticiatrice e inserisce la guarnizione, che è una pellicola o un dischetto plastico che rende la chiusura stagna quando il prodotto lo richiede (per esempio un omogeneizzato). Per i tappi tethered, quelli che restano legati alla bottiglia come è prescritto dalle norme europee, serve anche una tagliatrice: è quella che incide e taglia la parte inferiore, lasciando i piccoli punti di collegamento che permettono al tappo di restare attaccato dopo l’apertura.
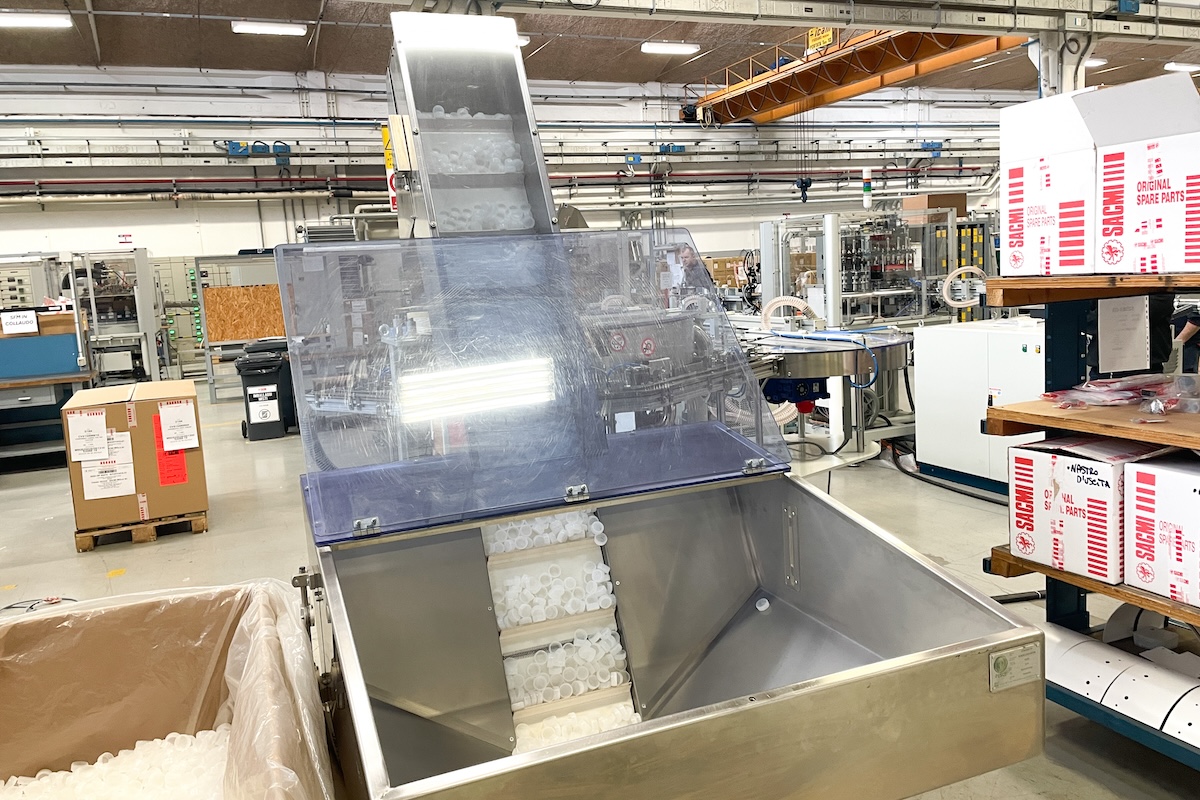
Una macchina tagliatrice: crea l’anello sottostante al tappo vero e proprio (Francesco Gaeta/il Post)

Un’altra fase di lavorazione della macchina tagliatrice (Francesco Gaeta/il Post)
Per quasi tutti noi i tappi sono oggetti banali. Ma in realtà sono pieni di dettagli importantissimi per chi li produce: per esempio la zigrinatura esterna, che deve essere sufficiente a fare attrito ma non troppo in rilievo per non dare fastidio al palmo della mano. C’è un grande studio anche dietro ai dentini dell’apertura: su certi mercati internazionali uno sforzo eccessivo o al contrario troppo esiguo può essere considerato un difetto.
Secondo gli esperti del settore, il mercato delle bevande è emotivo, persino lo spessore (e quindi il peso) è determinante per il successo di un prodotto. In Europa può essere molto sottile, perché prevale l’idea che occorra sprecare meno plastica possibile, ma in altri continenti una bottiglia troppo molle al tatto potrebbe essere percepita come di scarso valore. Per tutte queste ragioni, quello delle macchine per fare i tappi è un settore che ha un elevato contenuto di ricerca tecnologica, in cui si svolgono test continui su materiali, pressione, resistenza all’apertura, stampi.
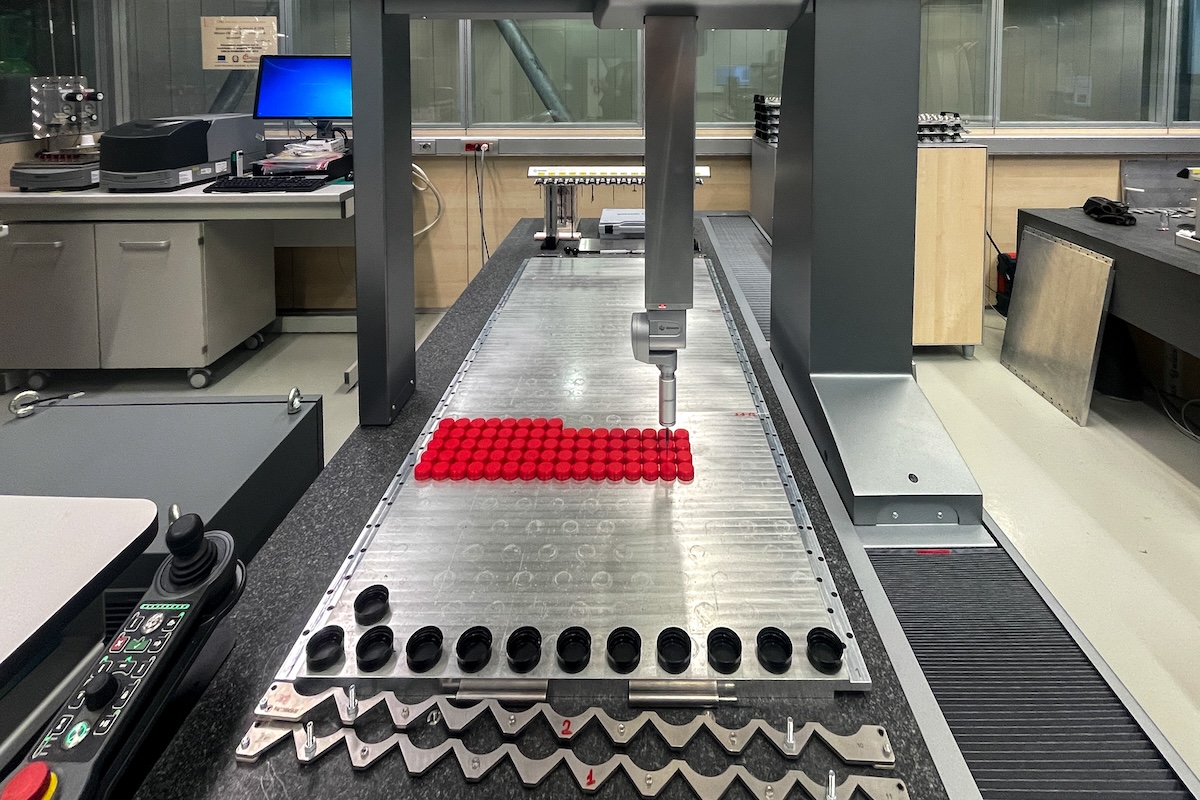
Un controllo di qualità su spessore e misura dei tappi flat top (Francesco Gaeta/il Post)
A livello globale quello delle macchine industriali per i tappi è un mercato diviso tra pochi operatori. Oltre a SACMI c’è Husky, gruppo canadese specializzato nello stampaggio a iniezione, che ha ricavi di oltre 1,5 miliardi di dollari all’anno (1,3 miliardi di euro). Poi ci sono due aziende cinesi: Tech-Long, che nel 2024 ha dichiarato ricavi attorno a 1,5 miliardi di yuan (circa 188 milioni di euro) e Jeepine, di cui non sono noti i bilanci.

Tappi a corona (Francesco Gaeta/il Post)
Come avvenuto a molte altre aziende, anche per SACMI la Cina è diventata, oltre che primo mercato di destinazione (insieme all’India e ad alcuni paesi africani), anche la principale concorrente. Per ridurre il rischio che le sue macchine vengano copiate, SACMI deposita decine di brevetti all’anno su singole parti del processo o del prodotto finale, per esempio sui sistemi di chiusura o guarnizione: nel 2024 sono stati nel complesso 276, e molti hanno riguardato proprio il settore dei tappi. Un manager dell’azienda dice di avere visto di recente «macchine identiche alle nostre in uno stabilimento di imbottigliamento in Malesia: mancava solo la nostra etichetta».